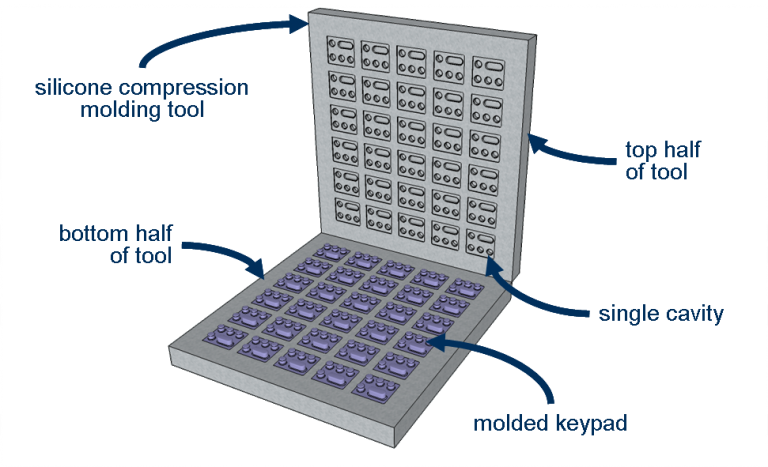
Rubber keypads are made using compression mold tooling. Compression molds have a bottom tool and a top tool (think of a waffle iron). First, the mixed raw silicone material is cut into precise cut slabs. The material is then laid into the mold set. Pressure, heat and time are used to transform the material to the shape of the cavity. The parts are removed from the tool, flash is hand torn and then the parts are post-cured to remove any residual catalyst material.
Material Set-Up
The mixed and pigmented raw silicone material must be carefully placed in the mold to ensure that enough material fills the cavity, and not too much material prevents the mold from overflowing. This is achieved by rolling the raw material to a specific thickness and width. Next an automated machine pulls and cuts the material into equal sizes. The cut pieces are weighed to ensure that their volume will correctly fill the cavity.
Vulcanization
The cut pieces are laid into a pre-heated mold, and the mold is closed. Alternative molding methods requires a different process. Typical cycle time for silicone keypads is about 5-10 minutes – which is much longer than typical plastic molding. Multiple cavities are used to increase output (having 140 cavities is not uncommon). Inside the tool, heat and time transforms the silicone mixture. First the raw silicone liquefies, filling the cavity. Next the material hardens in what is called the vulcanization process. Here the molecules of the material cross-link, permanently transforming the part into its finished shape. After vulcanization, it is not possible to revert back to the original silicone material.
Flash
Because the raw material liquifies, and must fill the entire cavity, the mold is design with overflow channels, which is why there is flash. All regions where the top of the tool meets the bottom, there will be flash. This includes the perimeter and any opening. The flash is easily removed by hand. Note that on all parts, there will always be a flash line with a small amount of silicone flash (less than 0.3mm) remaining.
Post Curing
Some residual catalyst material from the raw silicone may not have fully vulcanized and can remain in the part. Over time, this residual will leach out, depositing on the electrical contacts and potentially affecting keypad function. To prevent the post-cures keypads after they are molded. During post curing, the parts are placed in an oven to heat and evaporate any non-vulcanized catalyst.
Modifying Tools
Because of flashing, it is highly difficult to add inserts in compression tools. It is far easier to simply remove steel from the tool.For this reasons the initial design of the part must be made with careful considerations to tool modifications. Existing molds can have steel cut away (adding material to the part), but steel shouldn’t be added to the tool (remove material from the part). In the latter case, a new bottom and/or top half of the tool must typically be machined.