What are UV Resistant Coated Membrane Keypads
Many of the user interface products designed and manufactured by CSI will eventually live in extremely harsh environments. Some being exposed to UV exposure from the sun for days, months or even years at a time. Luckily, there are methods to protect the keypad from the effects of the sun. One of these methods is using a UV Resistant Coating.
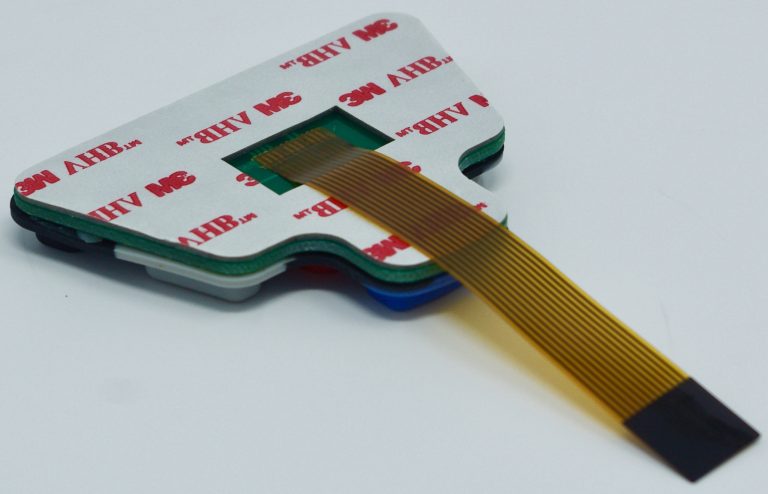
A UV resistant coating is typically applied to the keys. The coating is glossy in appearance and looks very similar to epoxy coatings that were once used on membrane switches. The major difference between the UV resistant coating and the epoxy coating however, is that the epoxy was not durable. Over time, the epoxy not only became embrittled but it tended to discolor and yellow.
The UV resistant coating is designed with special barrier resins and compounds that are activated with ultraviolet light. Once activated, they prevent any damage from occurring to the coating or the base material of the keypad.
The UV resistant material’s “glossy-like” look also enhances the appearance of keypads. The glossy and clean look of the material really makes the product snap and stand out. Between the UV resistant benefits and the enhanced aesthetics, using the UV coating is really a no-brainer when designing a keypad that is going to be used outdoors.