Dead Front Membrane Switch Integration
Looking to make your membrane switch or only portions of your membrane switch visible only when lit? You’ve come to the right place. CSI Keyboards has been integrating dead front technology into our keypads and user interfaces for over 35 years.
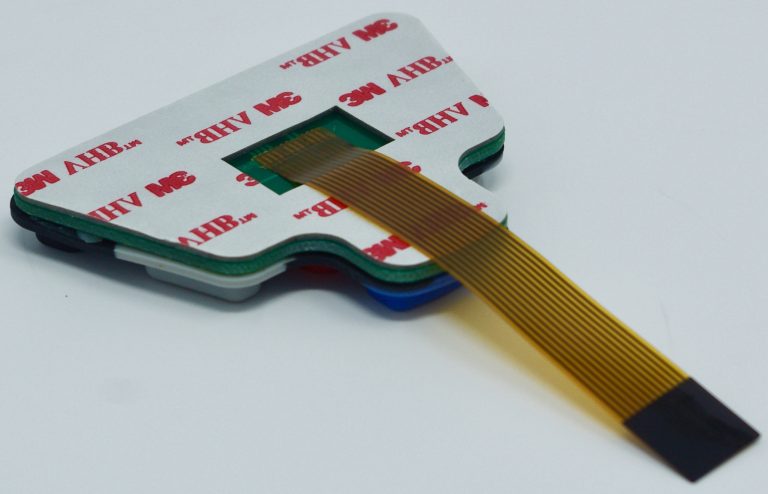
CSI Keyboards manufactures dead front membrane switches and backlit overlays that deliver sleek and intuitive interfaces at a very reasonable price point. Icons and/or nomenclature stay dark/invisible to the user’s eye until the membrane switch backlighting is activated. CSI’s thin backlighting technology can be integrated inexpensively into new designs or product upgrades using various flexible or rigid graphic layer materials.
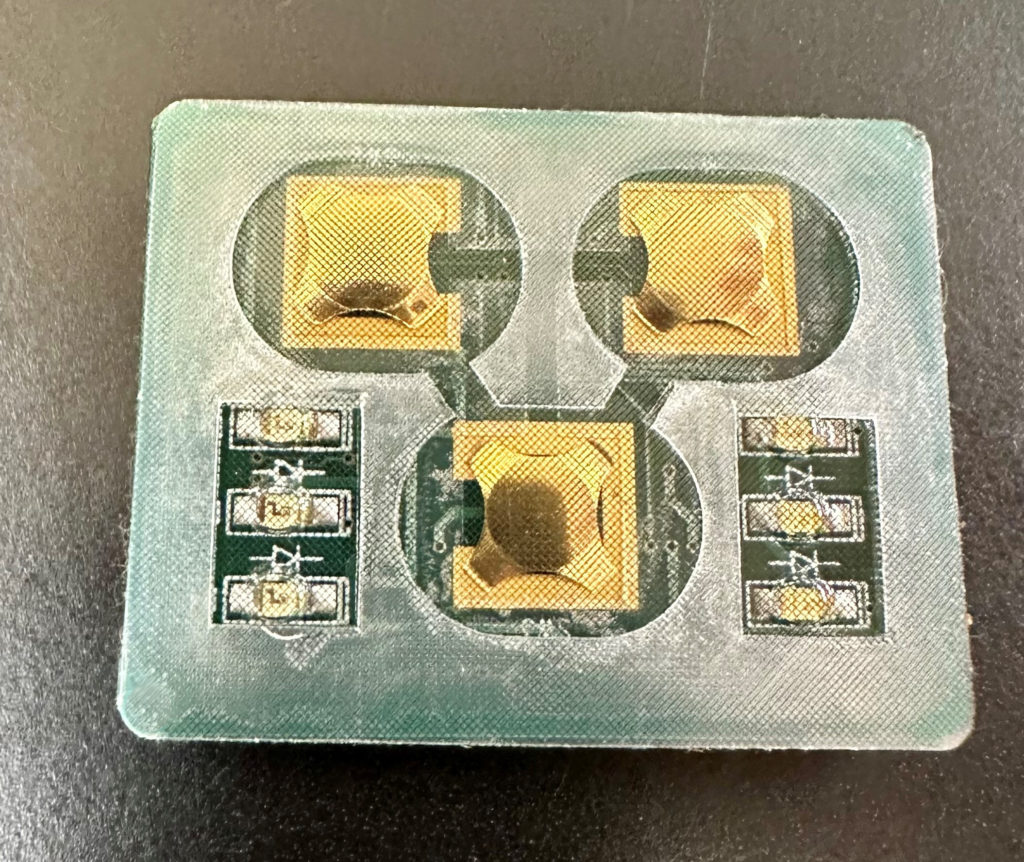
Dead front membrane switches can be created with either printed inks or by adding diffusing layers to the membrane switch itself. Successful integration of the graphic overlay with the membrane switch electronics dictates a custom membrane switch for almost all applications.
Dead front membrane switches can be produced in rich color to promote your brand or increase product aesthetics. Dead front membrane switches can be produced with almost any background color with black being the most common. You can incorporate just one LED light color or have multiple LED light colors within a single display.